ポリメーカ(Polymaker)3Dプリンタ―用フィラメント PolyLite ABSレビュー
「polymaker ABS 3D printing filament」をVOXELAB Aquila 3Dプリンターで印刷してみた感想及び印刷時の注意点や強度、他のフィラメントとの質感比較等を記載しています。
各フィラメントの解説はこちら
商品情報
| ブランド | ポリメーカ(Polymaker) |
| 製品型番 | PolyLite ABS |
| 製品サイズ | 20 x 20 x 5.2 cm |
| 商品の重量 | 2.2 ポンド(997.9 g) |
| 色 | 白 |
| 材質 | ABS |
| フィラメント径 | 1.75 mm (±0.01 mm (70%)、±0.02 mm (97%)、±0.03 mm (99%)、±0.04 mm (99.9%)) |
| スプールサイズ | 直径 = 20 cm、ホルダ用穴径 = 5.5 cm、厚さ = 5.2 cm |
| スプール径 | 20 cm / スプール穴径:5.5 cm / スプール厚:6.5 cm |
| 保証について | 初期不良交換 |
| 商品の重量 | 998 g |
ABS (アクリロニトリル-ブタジエン-スチレン) は優れた機械的性質と比較的高い耐熱性を有するため3Dプリントに広く使用されている一方、3Dプリント時に不快な臭いが発生するなど、取り扱いには難しさがある素材です。PolyLite™ ABSは、製造方法の工夫により揮発性成分含有量を大幅に抑えた高品質ABS樹脂を用いて作られたフィラメント (造形材料) です。一般的なABSフィラメントよりも3Dプリント時の臭いが少ないため、大変取り扱いやすくなっています。
https://www.amazon.co.jp/gp/product/B071HM1G67/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&th=1
推奨プリント条件設定
- ノズル温度: 245-265 ℃
- 造形テーブル温度: 90-100 ℃
- プリント速度: 30-50 mm/s
- 冷却ファン: 低速またはOFF
その他の情報:
・軟化温度: ガラス転移温度 = 101 ℃、ビカット軟化温度 = 104 ℃
・フィラメントは乾燥剤入りの真空パック (再密封可) に入っていますので、開封後はフィラメントの吸湿を防ぐため密封して保管してください
メーカー情報
Polymakerは、3Dプリンター業界にとって安全でクリーンな材料の製造を目指して、革新性、品質、持続可能性に取り組んでいる企業です。
https://www.poly-maker.jp/about
私たちは現在の基準を単に遵守するのではなく、フィラメント業界の品質の市場リーダーになることは確かです。 8段階の品質管理プロセスにより、Polymakerのフィラメントは最高の品質基準を保証されるだけでなく、より良い3Dプリント体験を提供する革新的な特性を提供し、3Dプリンターの効率を保証し、消費者が強力で機能的な3Dプリントされた製品。
急速に成長している材料のポートフォリオで、Polymakerは新しい印刷性能向上材料を3D印刷業界に引き続き提供します。
感想
「Ankun ABS 3Dプリンター用フィラメント素材」と比較すると1.5倍程度する価格帯のフィラメントになります。ABSのデメリットとして、プラスチックが焼けた独特の匂いと冷えた後の反り(反ることで印刷物の形が変形する)が挙げられますが、Polymakerのフィラメントは反りがかなり少ないです。(反りは多少あります)また、商品情報にもありますが、プリント時の匂いは気にならないくらいプラスチック臭ささがありません。「Ankun」は、5mくらい離れていても独特のプラスチック臭さがあります。
また、フィラメントのスプールへの巻き方が優れており、ほつれ、よれ等がしづらい点にあります。他製品は印刷時にフィラメントがほつれたり、よれたりしスムーズにヘッドに送り込まれなかったりしますが「polymaker 」はそれがありません。
難点としては、価格が少し高めに設定されていることと、Amazon商品説明でスプールが透明である商品画像が使用されていますが、実際は紙素材になります。
他素材との質感比較
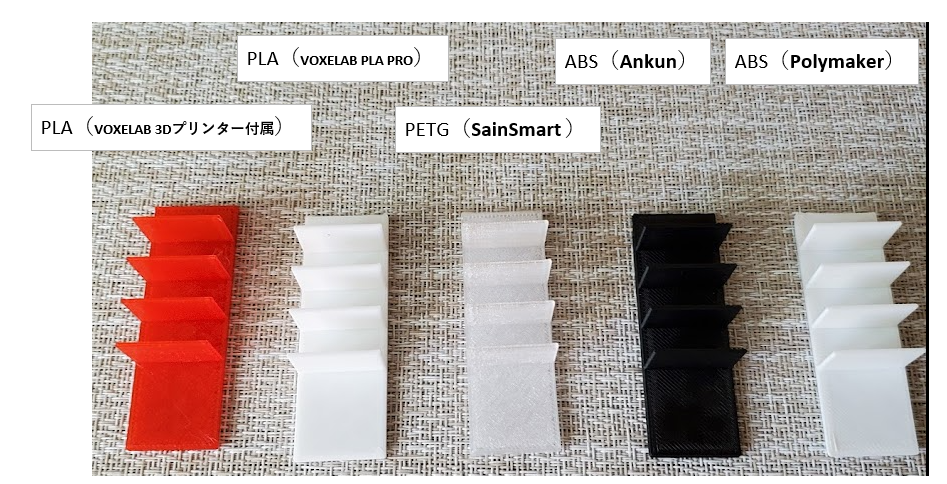
PLAと比較して、かなり柔軟性があります。触り心地はマット的なもしくは、ソフト的な手触り感です。以下は、素材ごとに作成したモデルですが、正直、下記のモデルでは強度については、どのフィラメントも同様でした。しいてあげれば、SainSmart製のPETGが一番強度がありません。あとは、手触り(ソフト感)やしなりがあるかどうかくらいです。
強度や質感に関しては、Ankun製とPolymaker製では特に違いはありませんでした。
印刷環境・スライサー設定
使用した3Dプリンター:VOXELAB Aquila 3Dプリンター
印刷時の注意点
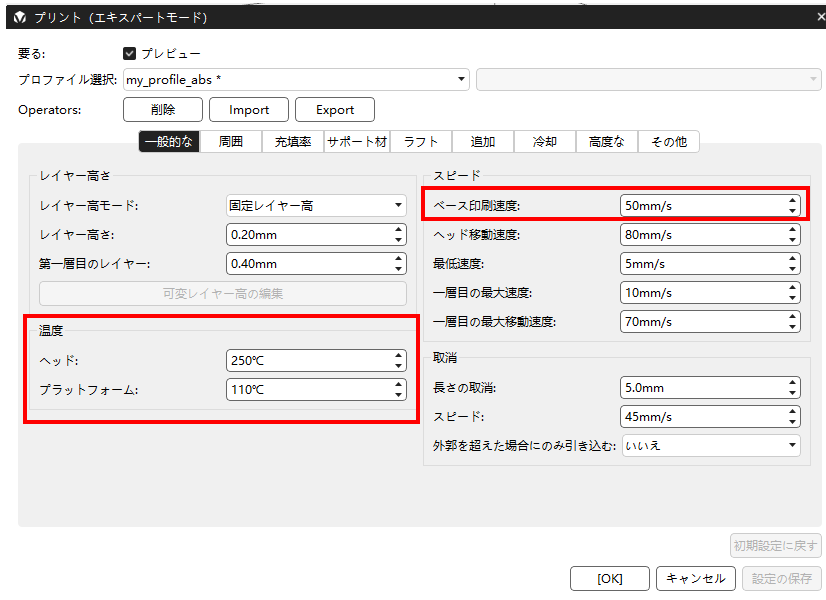
VOXELAB Aquila 3Dプリンターのヘッド=250℃、プラットフォーム=110℃に設定します。ベース印刷速度は、50mm/s(遅めにします)に設定します。ABSはなるべく高い温度で印刷する方が良いです。特にプラットフォームの温度が低いと剥がれたり、反ったりしやすいです。印刷環境は、なるべく外気にあたらず、室内温度も25℃前後あたりにしておくと良いと思います。
どうしても上記環境が整わない場合は、別途エンクロージャー(囲い)を用意して少し保温すると良いでしょう。
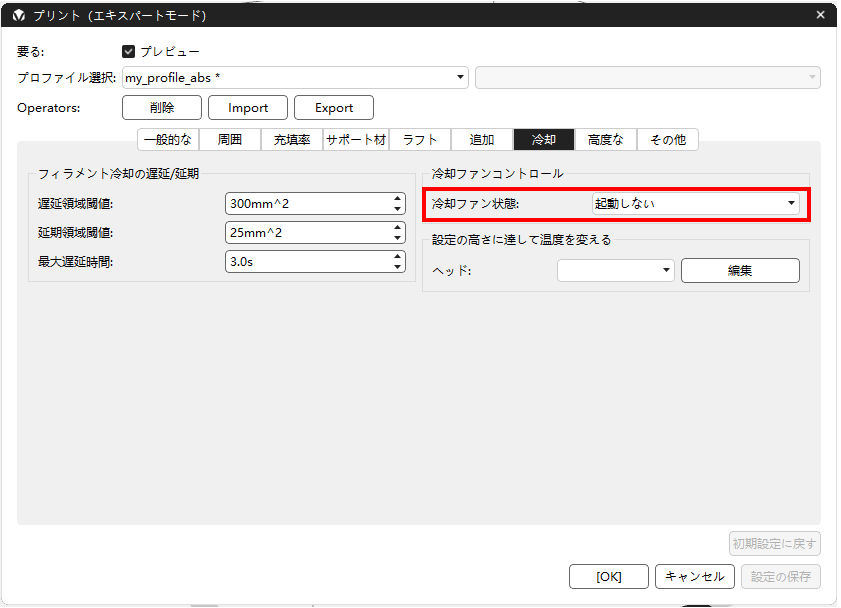
3Dプリンターは、印刷時に冷却しながら印刷しますが、ABS素材は基本的に冷却は「起動しない」に設定しておきます。冷却すると収縮が起き印刷中に反り返ってきます。
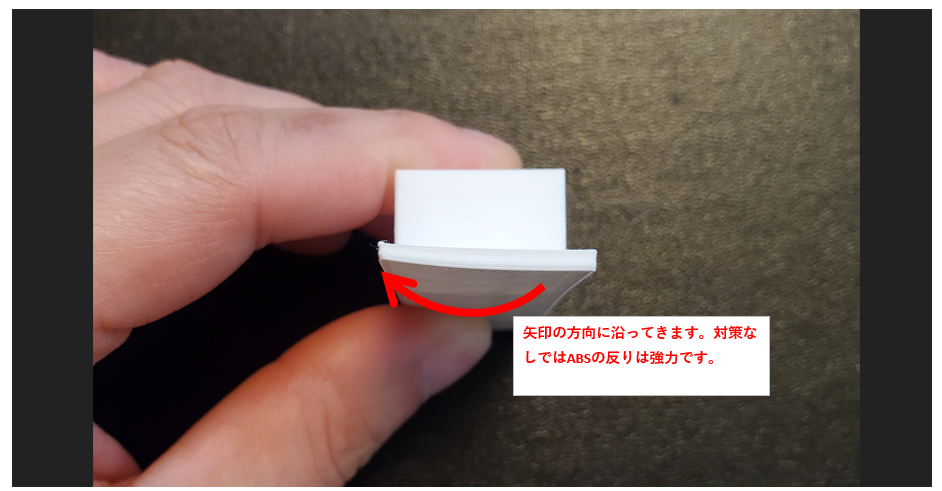
ABSの反り完全制覇
無策だと下記のように印刷中及び印刷後に上方に反ってきます。
ABS反り対策1
ABS素材を3Dプリンターで印刷するときは、プラットフォームに「PiTシワなし」を塗りましょう。これで、プラットフォームから剥がれるということはなくなります。これは、「polymaker 」や「Ankun 」でも同じです。ABSフィラメント全般的に必要と思われます。

プラットフォームが高温時に「PiTシワなし」を塗ると消費量が半端ないです。溶けるが如し
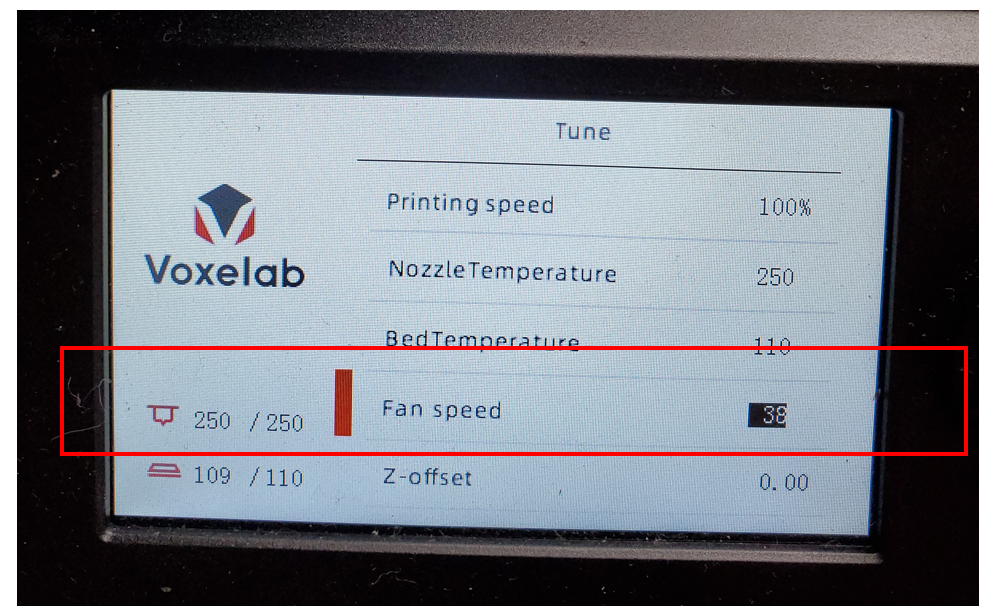
ABS反り対策2
「VOXELAB Aquila 3Dプリンター」に限った対策になります。印刷が開始されると、なぜか?「Fan speed」が38となっています。Fanが回っていると印刷中にABSを冷却してしまうので、コンソールから「Fan speed」を0に設定変更します。ABS素材はなるべく高温状態で印刷するのがポイントです。
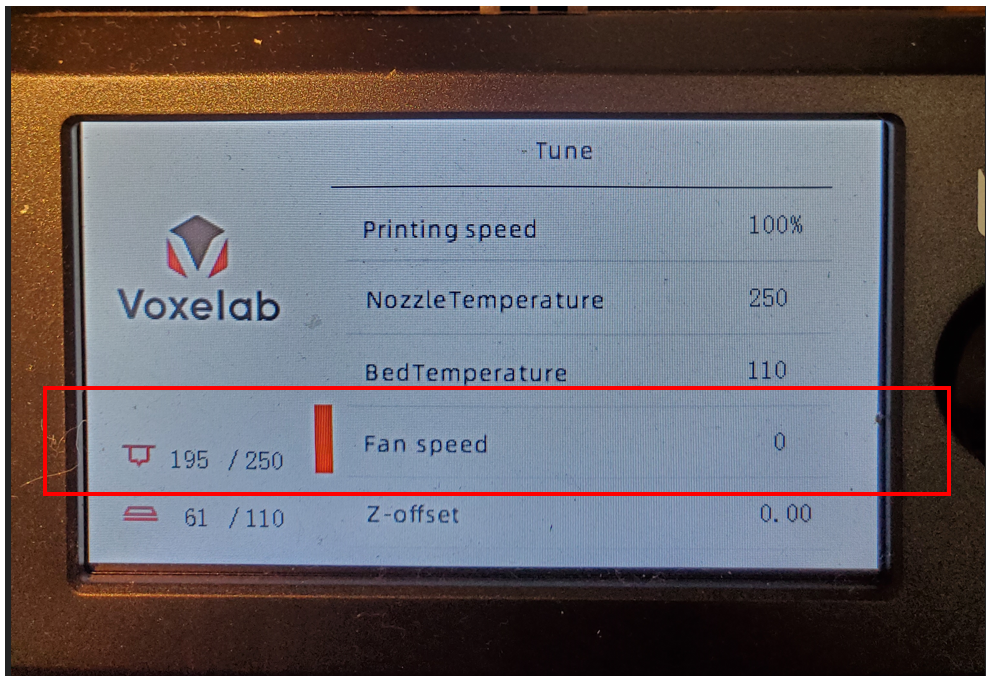
「VOXELAB Aquila 3Dプリンター」の場合、印刷が開始されると「Fan speed」が0に修正します。
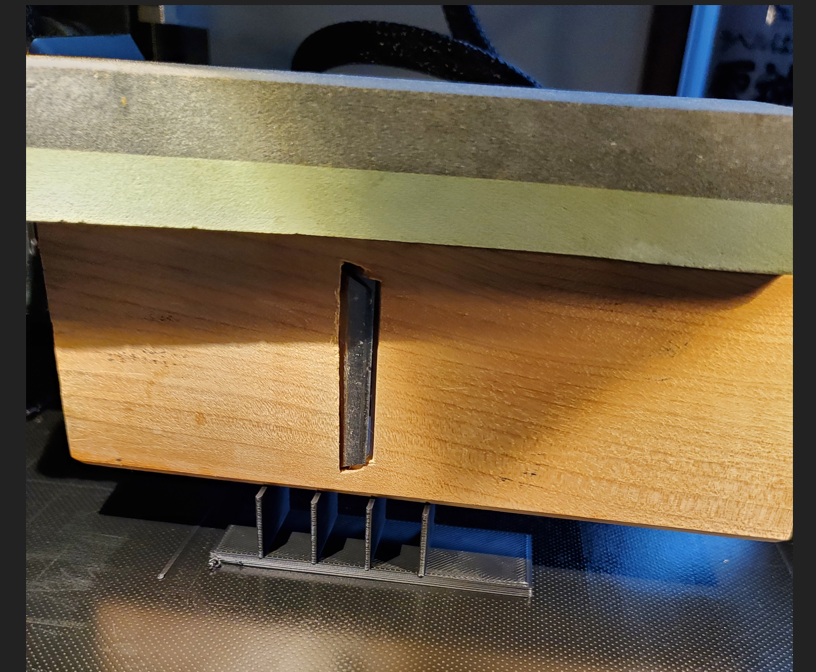
ABS反り対策3
印刷後に反り返る場合は、下記のように重しをしておきます。完全に冷えて固まるまで、反らないように上から圧力をかけます。ABSは、印刷中はプラットフォームの温度が高いので収縮することはないのですが、印刷後(プラットフォームの温度が下がるため)は、急激に冷えるので反ってくる時があります。また、反ったことで造形が上方に押されクラックが入りやすくなります。
※下記の例では、5時間ほど放置しておきました。
完成!
フィラメント保管方法
フィラメントの保管は、透明なクリアケースに除湿剤をいれて保管しておきましょう。すべてダイソーで揃います。


